
Molding process of prepreg
Release time:
2024-08-02
Prepreg molding process: including vacuum bag process, autoclave process, molding process, coil process, pultrusion process, winding molding process, pressure bag process. These processes have their own characteristics, such as vacuum bag process through the vacuum to the product pressure, heating, to obtain excellent performance products.
Prepreg molding process: including vacuum bag process, autoclave process, molding process, coil process, pultrusion process, winding molding process, pressure bag process. These processes have their own characteristics, such as vacuum bag process through the vacuum to the product pressure, heating, to obtain excellent performance products.
Carbon fiber composite material is an inorganic high-performance fiber with carbon content higher than 90%, which is a new generation of reinforced fiber. However, since its birth, it has not been applied in large quantities due to the influence of manufacturing cost and production rhythm. It is the molding process that determines the production cost and beat of carbon fiber. RTM, VARI, autoclave, oven-cured prepreg (OOA) and other molding processes all have two bottlenecks: long molding cycle and high price (relative to metal and plastic). However, prepreg molding process as a molding process, can achieve batch production, reduce production costs, but also more and more widely used.
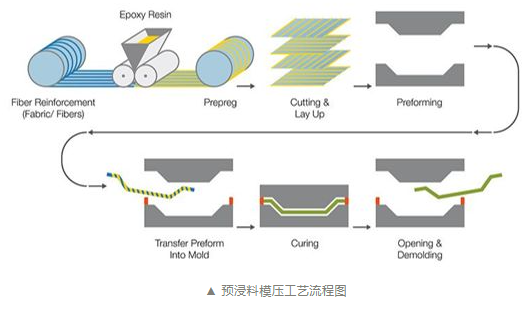
The prepreg molding process refers to the prepreg is added to the mold within a certain period of time by means of temperature and pressure, and the preformed body is pressed and molded. This process has the advantages of fast forming speed, high efficiency, simple equipment requirements and simple operation. Compared with the autoclave, VARI and OOA processes, the apparent quality of the two surfaces of the product is excellent, the dimensional stability is good, and the process is easy to control.
Four Elements of Molding Process
1, the temperature and uniformity: reflect the degree of reaction between the resin and the curing agent and the uniformity of the reaction position, mainly control the molding surface quality and curing degree;
2, pressure size and uniformity: reflect the resin in the air discharge and flow effect, control the molding surface quality and mechanical properties.
3, the length of curing time: reflect the degree of curing, to ensure production efficiency.
4. Mold cavity thickness: reflect the thickness of the product, and design a reasonable cavity thickness according to the particularity of the carbon fiber material.
Process applicability
Prepreg molding process can theoretically produce products with any structure, but if the product structure is too complicated, such as too many reverse buckling and flanging areas, the mold cost and production difficulty will be greatly increased. Therefore, the applicability of parts with particularly complex structure is not strong (more suitable for molding with relatively simple structure). Of course, we can manufacture complex parts through structural optimization or block design bonding scheme.
Related Technology
Multi-layer cutting technology: multi-layer prepreg one-time cutting; different angles of prepreg one-time cutting, improve cutting efficiency.
Heat-in and heat-out technology: directly heat the mold to the curing temperature, put the preform into the mold for compression molding, shorten the molding time and reduce energy consumption.
Net size molding technology: first, the preform is punched to the net size, and then put into the net size mold for curing, reducing the cutting process.
Difficulties in 4. process
The mold design of complex structure products is difficult: if the product has a large number of inverted buttons and negative angles, it will increase the difficulty of mold manufacturing, and after the mold is used for a long time, it will lead to a decrease in the accuracy of the insert position. Therefore, when designing products, try to avoid inverted buckles or negative angles.
Note: The outer covering part has high requirements on the surface quality of the product. The common problems of carbon fiber material parts include: white spots on the exposed texture parts of the product; Product disorder; Surface pinholes, lack of glue, etc. To sum up, the curing agent in the prepreg is not evenly mixed or the reaction is not complete. The mold temperature is not uniform; The coordination between temperature and pressure is not in place. The mold design and processing are not in place. The molding process is not well controlled. Release agent reacts, etc.
[huacheng mould] prepreg molding process
The use of rapid curing prepreg, curing time is greatly shortened;
Adopting advanced cutting drawing block concept to simplify paving work;
Using steam heating, fast heating rate, short molding cycle, green environmental protection, no pollution, etc.
Through these measures, mass production is realized and production costs are reduced.
Huacheng mold makes corresponding adjustments to raw materials, release agent, molding temperature, pressure size, pressurization timing, heat preservation time and mold cavity, as well as a large amount of experience accumulation and technical improvement, so as to improve the surface quality of the product after molding, have good dimensional consistency, and meet the mutual matching requirements of various industries for single piece size and clearance and surface difference of each assembly.

Related News

Huacheng mold to become a professional manufacturer of composite mold industry
Contact Us
Contact: Fan Qionglin 86-18858635168
E-mail:fql@hc-mould.com
Address: Chatang Village, Baihe Town, Tiantai County, Taizhou City, Zhejiang Province
Online message