
LET-D molding process and application introduction
Release time:
2024-09-05
LFT-D molding process (Long-Fiber Reinforce Thermoplastic Direct) is a new long fiber reinforced thermoplastic composite process technology, is a long fiber reinforced thermoplastic composite online direct production of products of a process technology.
-- LFT-D fiber composite online molding
Brief Introduction of 1. Process
LFT-D molding process (Long-Fiber Reinforce Thermoplastic Direct) is a new long fiber reinforced thermoplastic composite process technology, is a long fiber reinforced thermoplastic composite online direct production of products of a process technology.

2. process characteristics
Compared with GMT and LFT-G, which are two production processes that rely on semi-finished plates or pellets, LFT-D technology is more flexible in the selection of materials. It directly uses polymer masterbatch and glass fiber for daily production, eliminating the need for board making or The intermediate process of granulation makes the selection of raw materials more convenient and practical while reducing costs. Polymer pellets can be quickly adjusted and converted according to product requirements and adverse conditions in production. The fiber used for reinforcement can be changed in formula content and length according to mechanical performance requirements. For some special physical properties and some special characteristics proposed by the vehicle manufacturer, such as thermal stability, flame retardancy, heat aging resistance, colorability, water absorption resistance, etc., other modification additives can be directly added online to improve the performance of the final product. For products with different needs, LFT-D production process will obtain its unique material formula, and can adapt to the performance requirements of most parts.
3. process
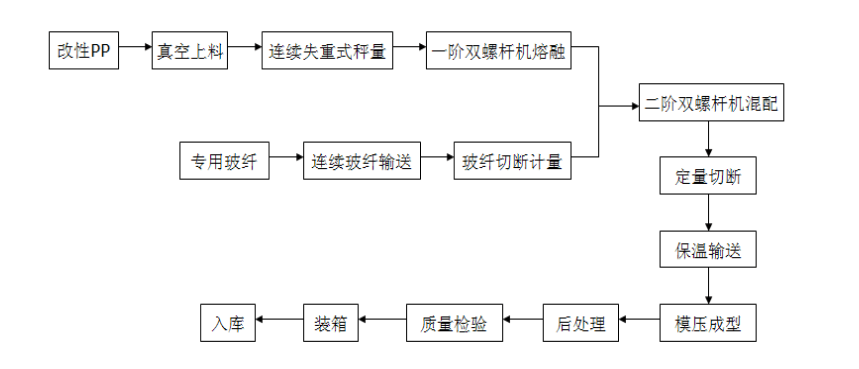
LFT-D typical process is that polymer pellets and auxiliaries are conveyed to a metering and feeding unit which is set according to an initial program to ensure that the feed is in the designed proportions. The proportionally metered raw materials enter the twin-screw extruder for plasticization and mixing, and the molten polymer passes through a film die to form a polymer film similar to a waterfall and directly enters the opening of the twin-screw extruder. The glass fiber is introduced to the top of the polymer film through a specially designed yarn frame through preheating, dispersion and other procedures, and enters the second-stage twin-screw extruder together with the film. The glass fiber is impregnated, cut and mixed to form a continuous block. The block is cut into a block conforming to the molding area of the product by the cutting tool at the front end of the twin-screw glass fiber plastic mixing extruder, which is conveyed by the conveyor belt at an appropriate position, and then sent to the mold for low temperature, the whole process is generally 30-50 seconds, which has a great processing cost advantage compared to GMT molding.
Process flow diagram:
3. performance characteristics
(1) lightweight high strength. The density of LFT is about 1.1 g/cm, which is only 1/5-1/7 of steel, with tensile strength of 50-120MPa and bending strength of 90-120MPa;
(2) Thermal performance. The use temperature of general plastics is 50~100 ℃, which can be increased to more than 100 ℃ after using glass fiber reinforcement, and the use temperature of some special LFT can even be increased to more than 200 ℃. The linear expansion coefficient is 25%-50% lower than that of unreinforced plastics, and the thermal conductivity is 0.3-0.36W/(m K), which is very similar to that of thermosetting composites;
(3) resistance to chemical corrosion. This characteristic is mainly determined by the performance of the matrix material. There are many types of thermoplastic resins, and each resin has its own anti-corrosion characteristics. Therefore, the matrix resin can be optimized according to the use environment and medium conditions of LFT;
(4) Good dielectric properties. LFT does not reflect radio waves, through the microwave performance is good. Adding conductive materials to LFT can improve its conductivity and prevent static electricity. As a new process technology that competes with GMT at the same time, LFT-D products are largely comparable to the excellent application performance brought by GMT.
4. economic advantages
(1) The direct online production mode of raw materials greatly reduces the cost of final products and avoids the high procurement of semi-finished products and related logistics and storage costs;
(2) As the raw materials required for production are purchased directly, the rapid change of raw materials can make up for the long cycle and high management costs brought about by the procurement of semi-finished raw materials, which indirectly reduces the production cost.
(3) Low raw material consumption during processing-low start-up consumption, which solves the problem of raw material loss at the initial stage of pressing.
(4) The use of plasticizing material residual temperature immediately molding, eliminating the energy loss caused by the secondary heating of semi-finished plates, and the production process is all controlled by the program, the production line runs automatically, significantly reducing the overall energy consumption;
(5) The thermoplastic LFT material is recyclable plastic, and the LFT production line can process recycled materials online, which is environmentally friendly and also brings excellent economic benefits;
(6) A large number of manual operations have been reduced, and labor costs have fallen considerably.
5. technical advantages
(1) The formula adjustment is more flexible and diverse. PP, PA6, PET, ABS, PC and other different polymer pellets can be used only by adjusting the LFT-D production line equipment accordingly, and the proportion of raw materials can be quickly adjusted on site for the special requirements of different products.
(2) glass fiber as an important component to ensure mechanical properties in the production of composite materials, continuously adjustable molding technology will greatly optimize the performance of products;
(3) The final product retains a glass fiber length of more than 20mm, which solves the problem of low mechanical strength caused by too short glass fiber length in mass rapid production;
(4) excellent mixing process, can ensure the full mixing of glass fiber and plastic, even in the ribs can also ensure uniform fiber distribution;
(5) superior fluidity, greatly improving the surface quality of the product;
(6) The high degree of automation of the LFT-D equipment ensures the quality stability of the products.
6. Application Areas
(1) Scope of application
At present, the most important application field of LFT-D production technology is still automobile manufacturing. In the process of automobile lightweight, under the premise of ensuring the safety of the automobile, the regular fuel efficiency can be increased by 6%-8% for every 10% reduction in vehicle weight. The replacement of metal materials by composite materials has become the mainstream trend of industrial development. As a leading technology in lightweight automobile industry, LFT-D thermoplastic composite materials have been applied in many well-known automobile factories. At present, the parts with relatively mature manufacturing mode include front-end module, bumper bracket, instrument panel frame, seat frame, underbody protective plate, interior trim bracket, wheel cover, battery tray, glove box cover, rear hatchback door, spare tire box, etc.
(2) Application examples
Bottom deflector
In the early days, the underbody guard plate was attached to the white body to protect important components. Later, in the late 1980 s and early 1990 s, Germany formulated a very strict vehicle noise protection law, which made it evolve into a large plate covering the entire chassis. With the development of the bottom guard plate, its shape has become more complex from a simple flat plate, and its functions have the properties of sound absorption, heat insulation, anti-corrosion, high rigidity, and high impact strength. The material evolved from steel and aluminum to GMT. Until the late 1990 s, online compounding direct LFT-D technology with lower cost and more flexible molding method was produced. Some manufacturers also began to use light and high-strength thermoplastic LWRT with highly bulky fibers. Its toughness is not as good as that of traditional GMT but its specific stiffness is very high and its sound absorption performance is excellent. The manufacture and application of automobile bottom guards have been relatively mature, and they are used in many models and even electric vehicles.
Front-end module
The traditional automobile front-end module is delivered by dozens of parts suppliers to the whole car factory, and then assembled. Because the front-end module is very heavy, the assembly efficiency and production rhythm of the assembly line are very high. Now, using LFT technology and matching the modular production mode of parts, the lighting, cooling, shock absorption and other components are assembled in advance to form a front-end module assembly and then sent to the vehicle factory, which has become a new supply mode.

Huacheng Mould specializes in providing (LFT-D) integrated process technology and complete sets of equipment for on-line molding of long fiber reinforced thermoplastic composites, tailoring LFT-D molding process for customers, designing and constructing the entire LFT-D production line to realize full automation.
Statement: If this article does not conform to the copyright statement, please call 18858635168
Related News

Huacheng mold to become a professional manufacturer of composite mold industry
Contact Us
Contact: Fan Qionglin 86-18858635168
E-mail:fql@hc-mould.com
Address: Chatang Village, Baihe Town, Tiantai County, Taizhou City, Zhejiang Province
Online message